Started using the metal z-axis kit and I’m not understanding the jumpy hard cuts going on here. The router is secure, everything is tight and the router is real jumpy and deforming the cut. I had to back away from the machine I was afraid the bit would break off. What am I missing. I know if I go back to the previous wood sled I wouldn’t see this.
I came from a dlang metal kit and a custom wood sled with weights and the cuts are real smooth.
that’s a pretty aggressive depth of cut. in the last video, the problems when cutting down are that the sled is not sliding smoothly enough, and the bit isn’t cutting fast enough (the bit may be getting dull, that happens really quickly if it gets hot), so the sled seems to stutter a bit
It also looks like the bolts holding the linkages are just a little too tight so they don’t move as smoothly as they could
try waxing the bottom of the sled (or trying the plastic ring around the edge), loosen the bolts a smidge, and try a new bit. you can also try shallower cuts
@dlang thanks for the feedback. I’ve read the proper depth of cuts are much shallower than my cuts I’m considering that however I’ve been cutting 7mm for over a year now with no problems on the previous sled, furthermore at times I’ve really effed things up and cut the entire 3/4" piece of plywood and have never seen it do this.
I’ve cut on a dull bit way longer than I should have and it’s never displayed this behavior. I will try a shallower cut and see what happens.
The bolts on the linkages are as tight as I could get them and the linkages still move freely but I will loosen those and try that. Also I initially had the white ring on the sled and it was still jumpy, I was thinking maybe there wasn’t enough surface area of sled stabilized against the work piece. I don’t know.
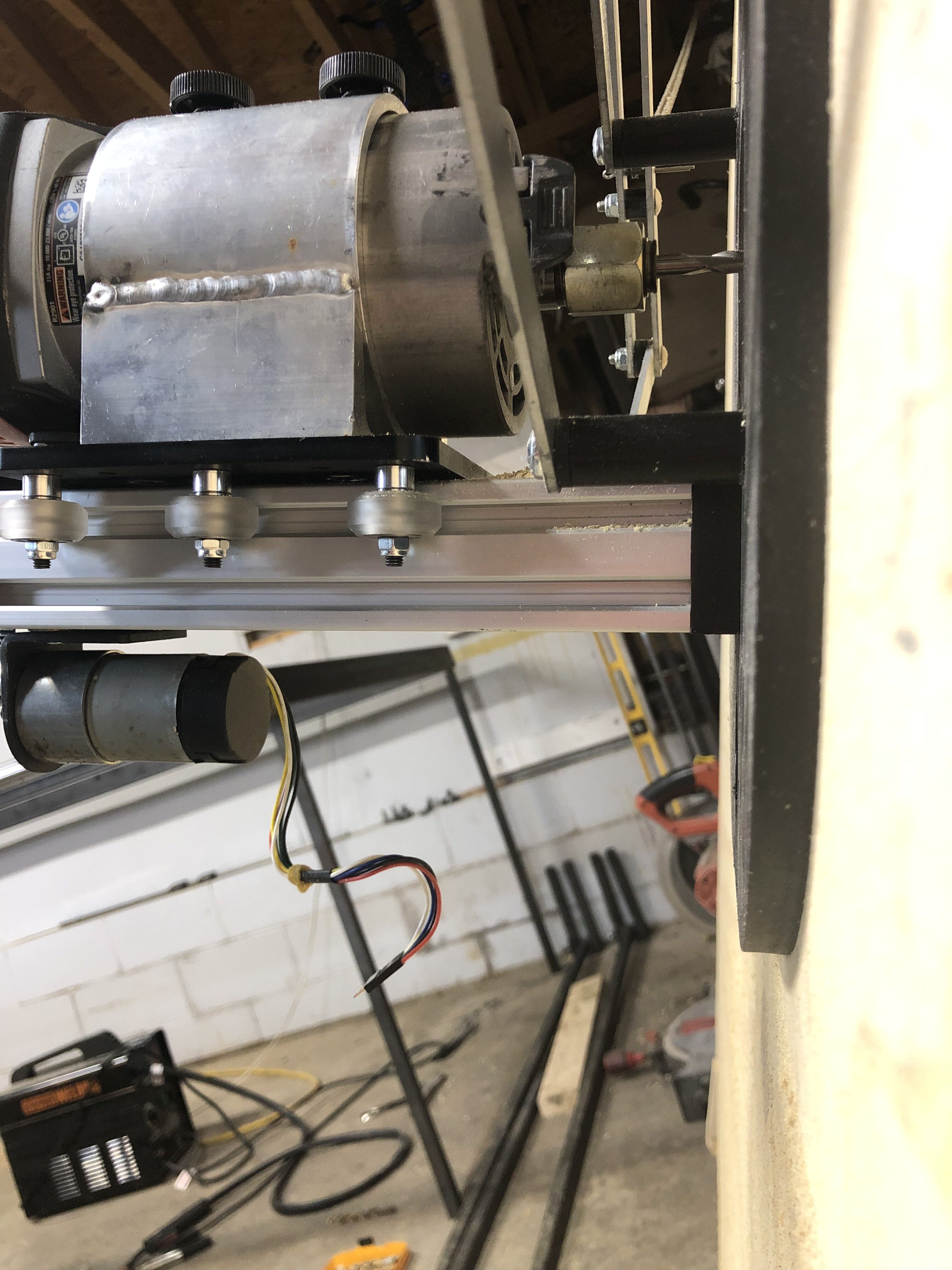
It’s interesting that the router wants to smooth out on horizontal cuts. The tower appears perpendicular… There is some movement between the router and tower but I’ve seen that on my previous sled.
Add 1/2" of rise to your 4 linkage arms, the kit should of had some washer or square risers to help keep center of balance. The 1.5" risers included are for the smaller routers, for a big 9 lbs router you need about 2" of rise.
set the bottom of the router to be at the bottom of the clamp. This will allow the gantry plate to ride lower thus being more stable. just an inch or 2 makes a big difference.
you have too much play in your gantry. https://youtu.be/OKe5Pa23JrI?t=360
you need to watch above video at 6 min mark and tighten up the 3 eccentric nuts all on the same side. the nut is 6 sided. if the side that has a dent in it is facing out it is at the loosest setting, if facing in at tightest setting.
less aggressive cut depth Recommend no more than 1/2 the diameter of the router or 1/8" in your case. The old wooden sled had a 360 router base to support the router, this one does not have that so you can’t be super aggressive.
please report back if these suggestions do not work.
one last thing the cotter pins for chain should be bent slightly to avoid them falling out by accident.
forgot to mention, putting back the plastic UHMW ring is probabaly best.
and you can take a piece of thin plastic or cardboard and double side tape it to the inside of the z axis so saw dust does not build up there.
I installed the risers that came with the kit and unfortunately that leaves me 3/4" of z-axis travel, and that’s with the router seated in the clamp not leaving me any room try your suggestion #2. You mentioned I need about a 2" rise that would leave me even less z-axis travel. The gantry runs into the screw below it. Please see the video.
Yes we got your PM. Sorry no shipping companies are open on Sundays and even if they were its a day off. We are an extremely small company, that does not have a 24/7 work force. This forum is for technical issues, please contact us directly for customer support.
Sorry I have had some things going on and maslow got pushed down the list. BTW I was under the impression that I was waiting for a modified plate in the mail,
but learned after talking to you on the phone today that you weren’t mailing anything and waiting on me to try the following:
I will try your suggestions.
1/8" cut instead of 1/4" (this will double cutting time…)
forgot to mention you can cover the C beam inside so all the saw dust doesnt gather there. any flat sheet material will work like thin piece of plastic from milk jug, notebook, even packaging tape. bulkman3d does sell an aluminum sheet metal cover as well.
I did not. I will say that lower feed and spindle speeds were required for smooth cuts.
I ended up tearing down my Maslow and building a more traditional cnc machine. I felt like I was more focused on getting the machine working instead of making things.
the lowest speed of 10,000rpm is recommended for ALL maslow setups.
and a depth of cut equal to or less than bit diameter is also recommended for all setups. I think trying to cut 3/4" at once is pushing the machine way too much.
Trying to cut deeper than that can be done, but not recommended. Building a traditional cnc was probabaly the way to go.