Pulled from Z- axis - 2 bad boards? 2 bad motors? Or something funky?
as it doesn’t appear board related. This is my original message, more to follow after
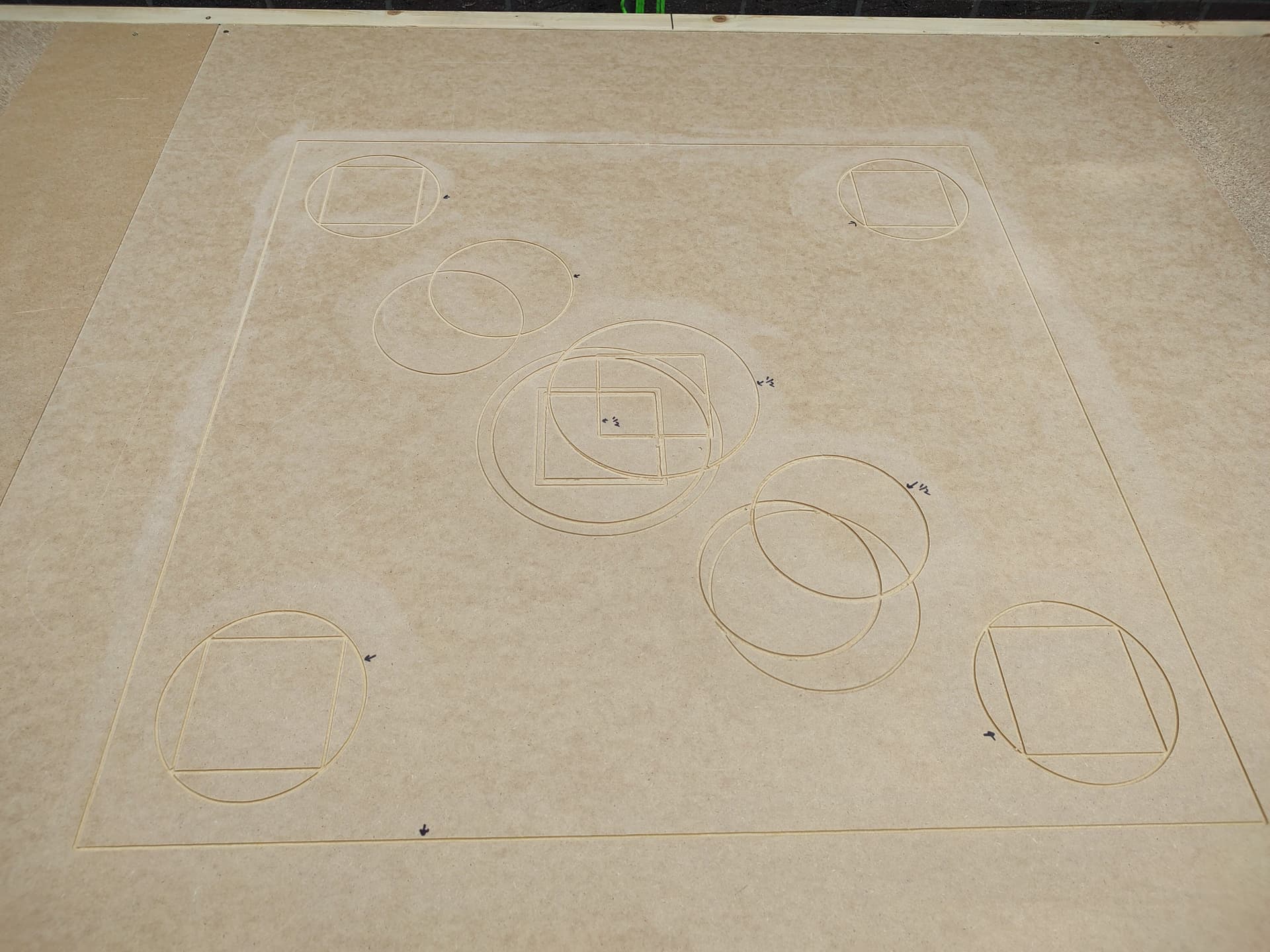
I set myself up a calibration image:

(It’s an SVG and interestingly krabzcam got the inside/outside wrong for the circles - i assume it’s doing it off normals or something so could be how I created it).
I only had it do one layer, and the generated code is:
900_900.nc (6.3 KB)
The order it cuts is:

Now, it repeatedly failed when trying to do move (3):
Maslow-serial.log (3).txt (24.0 KB)
The BR belt went slack, then would stop, final few messages from above:
[MSG:WARN: Position error on Bottom Right axis exceeded 15mm while running. Error is 15.263mm Counter: 3]
[MSG:WARN: Previous error was 15.263mm]
[MSG:WARN: Position error on Bottom Right axis exceeded 15mm while running. Error is 15.025mm Counter: 4]
[MSG:WARN: Previous error was 15.025mm]
[MSG:WARN: Position error on Bottom Right axis exceeded 15mm while running. Error is 15.113mm Counter: 5]
[MSG:WARN: Previous error was 15.113mm]
[MSG:WARN: Position error on Bottom Right axis exceeded 15mm while running. Error is 15.219mm Counter: 6]
[MSG:WARN: Previous error was 15.219mm]
[MSG:ERR: Emergency stop! Stopping all motors]
[MSG:WARN: The machine will not respond until turned off and back on again]
[MSG:INFO: Reset during file job at line: 49]
[MSG:ERR: Position error > 15mm while running. E-Stop triggered.]
The relevant bit of the gcode:
I51.85212539 J-51.85214489 X600.01873767 Y373.27911215 F600
G0 Z3
G0 X300.34852112 Y672.94932869
G0 Z0
G1 Z-1.5 F400
G2 I-0.08965265 J-73.42065099 X352.17515646 Y651.4449475 F600
The I is the end of the circle, I believe it fails in G0 X300.34852112 Y672.94932869 (which seems perfectly valid).
Other possibly relevant stuff:
- Was running router and vacuum (more on this later).
- It was repeatable - it happened in the same place 3 times.
So, I took apart the Maslow and:
- BR spool wasn’t binding
- The magnet appears to be well seated.
- I swapped BR with TL.
Now, it starts to get interesting.
With:
- The router and vacuum off.
- Raised 10mm from home (so the bit didn’t catch).
It successfully traced the whole file.
BUT, with:
- The router and vacuum on.
- The normal height (so bit cutting)
It failed doing 4 (ignore the curve, it was straight, that’s to make it clear on the diagram):

Which looks very much like 3 but in the opposite direction. Annoyingly, I didn’t have much testing time today, so I haven’t repeated yet.
Maslow-serial.log (5).txt (11.5 KB)
[MSG:WARN: Position error on Bottom Left axis exceeded 15mm while running. Error is 15.208mm Counter: 3]
[MSG:WARN: Previous error was 15.208mm]
[MSG:WARN: Position error on Bottom Left axis exceeded 15mm while running. Error is 15.305mm Counter: 4]
[MSG:WARN: Previous error was 15.305mm]
[MSG:WARN: Position error on Bottom Left axis exceeded 15mm while running. Error is 15.008mm Counter: 5]
[MSG:WARN: Previous error was 15.008mm]
[MSG:WARN: Position error on Bottom Left axis exceeded 15mm while running. Error is 15.112mm Counter: 6]
[MSG:WARN: Previous error was 15.112mm]
[MSG:ERR: Emergency stop! Stopping all motors]
[MSG:WARN: The machine will not respond until turned off and back on again]
[MSG:INFO: Reset during file job at line: 61]
[MSG:ERR: Position error > 15mm while running. E-Stop triggered.]
Again it was the same arm (now swapped to TL) that went slack, but interesting it was BL axis showing the error.
Another thing I noticed - when it did the successful pass, when moved back to home, it was out of position:

0.23 seems not super significant, I am not sure about 0.96 - though I guess 1mm off vertically after travelling all that distance is probably fine.
Next steps
Any thought’s appreciated, but equally, given it’s on a suspect board, this might be resolved by a board swap, so it just becomes an interesting data point in that case.
So avenue’s for investigation:
- New board - do I still see it.
- Router on, but no vacuum / no bit (ie, is it interference from the router and/or extra load of cutting when running a Y cable).
- Router on, vacuum on, no bit (as above with vacuum).
- swap magnet and/or sensor board between arms.
- swap magnet and/or sensor board for new.
- swap motor between arms.
- swap motor for new
In the order I think is most likely. Not sure what order i’ll investigate, depends when I get the new boards vs having time to play with the Maslow.
One thing I do need to work out though is if I can source the magnets locally? Are they readily available? I have spare rollers and a spare sensor board, but I don’t have spare magnets (or a spare motor).
I did wonder if the magnet could also be shimmed to sit nearer to to sensor as a test too.