I’m trying to finish the calibration on my machine. I’ve run the test cut and entered the measurements. After I enter the last measurement, Ground Control freezes because a dialog with a long, long list of errors is running in the background.
Those measurements are:
And since I don’t know what else to push at this point, I press “Enter Values” again. And then I get this dialog that pumps out thousands of this error and maybe a couple others for a few minutes:
Wow, never seen that. Is this with FW/GC 1.26 from the releases or the current developer version?
Only thing that sticks out is that i would try a 0.25 instead of .25, but that’s not it i guess.
Would you upload your grondcontrol.ini found in your {username} folder?
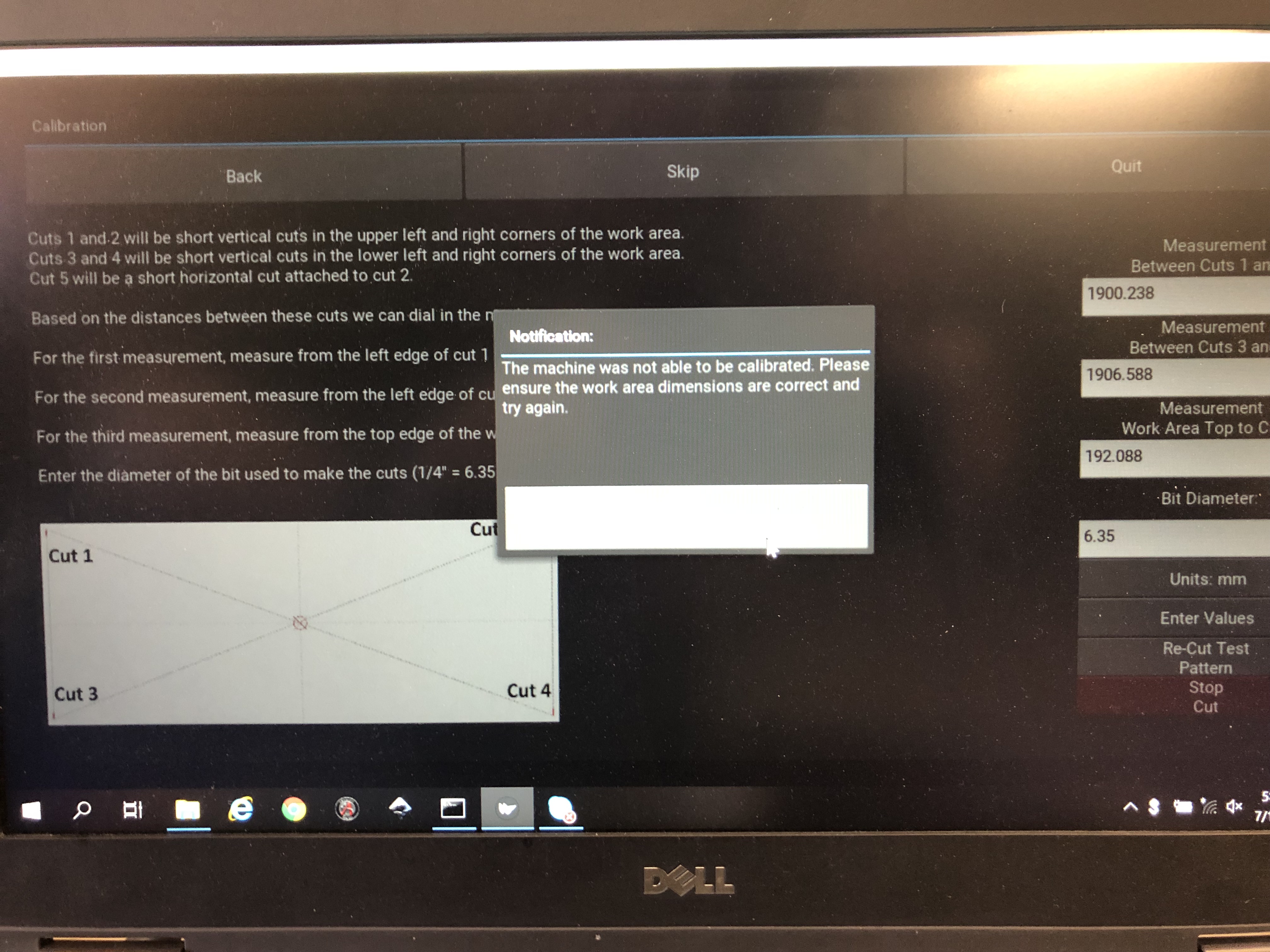
Ran through the dimensions in the calibration again and received the same error message. I did get a picture of a message in Ground Control after the error. It read:
“The machine was not able to be calibrated. Please ensure the work area dimensions are correct and try again.”
This moved me through the process, but I guess my question now is are these correct if my “home” is not defined as the center of the backer board? Or is this something I redefine with new cuts?
Hmm. It shouldn’t be. I measured it today and it’s close to 114mm. I’m wondering if when I started and restarted the calibration process several times it didn’t remember the values I had put in for it the first time around…?
So I just finished getting my system set up and was running through final calibration today. I had input measurements out to 3 decimal places (using mm in my case) and it gave that same message on save (Enter Values) every time. I had to remove everything past the decimal to get it to save out properly. Could it perhaps be a field constraint bug in the software thats not allowing decimals in those fields? IMG_3101|666x500
Oh wow, something is off because I’m pretty sure I’m using a 10’ top bar. I’ll have to double check the length. If I remember correctly, I both measured the distance between motors with the calibration process and manually measured it with a tape measure. I’ll get to the bottom of this in the next few days. This likely explains some of the weirdness I was seeing with some test cuts.
I’m far from an expert on this but if that is the case, I would consider that a concerning bug because of the loss of accuracy.
Just remeasured my top bar. It is 120" in total. The center of each sprocket is 1.5" from each end. So distance between motors should 3009.9mm. I’ll have to adjust that. Thanks @jatt for checking my math!





{kind=link}