CorelDraw is not free software. I’m using version 2018. Carbide Create is available for free currently with a promised paid upgrade that as of this guide was not yet available. Carbide Create is very similar to Estlcam in that it makes gocde, but it also has additional drawing tools and a different interface. The goal is to show how to convert a graphic into a cutout with a business logo. I’ll use a somewhat-random logo (I know the owner):

CorelDraw
- make new drawing and paste in the image:
- Right click on image and select quick trace
if that doesn’t work, then click on it, delete it and right click again and select outline trace->Detailed logo and adjust colors, smoothing, detail, and corner smoothness to get a good picture on the right. the click OK.
- Delete the original picture if you want or move it out of the drawing boundary for now. Scale the traced vector drawing to the desired size. Lets make this 1 foot tall. You can drag the corner to enlarge or enter 12 in the height box. Press enter and if the aspect ratio lock to the right is locked, it will change the width for you.
- Highlight vector image and File->Export





- give it a name
- use version 1.0.
- Note the document units (mm in this case)
- ensure the drawing precision is 1:1
- click oK. you can save a preset here if you want to make sure to use the same settings next time.

Carbide Create
- Open the program
- Use the menu File → Open then select the svg file
- Edit → show tool database will bring up tools to set up for cutting feeds and speeds
I duplicated a shapeoko library and customized one endmill for a 1/8" 2 flute upcut



all units are imperial. So convert if necessary

- Set up job by clicking on the gear icon at the top left


- verify stock size
- set stock thickness
- tool path zero at lower left will mean you set the local home or workspace zero at the lower left
- verify material
- machine does not matter (as far as I know)
- retract height is the bit movement height between cuts… surface clearance 2-5 mm is ok.
- units for drawing can be in mm or inches
- click OK
- click toolpath button for each tool path
- click drawing components and select
- click edit if the bit feedrates need to change (go back to show tool database and change so each path need not be edited)
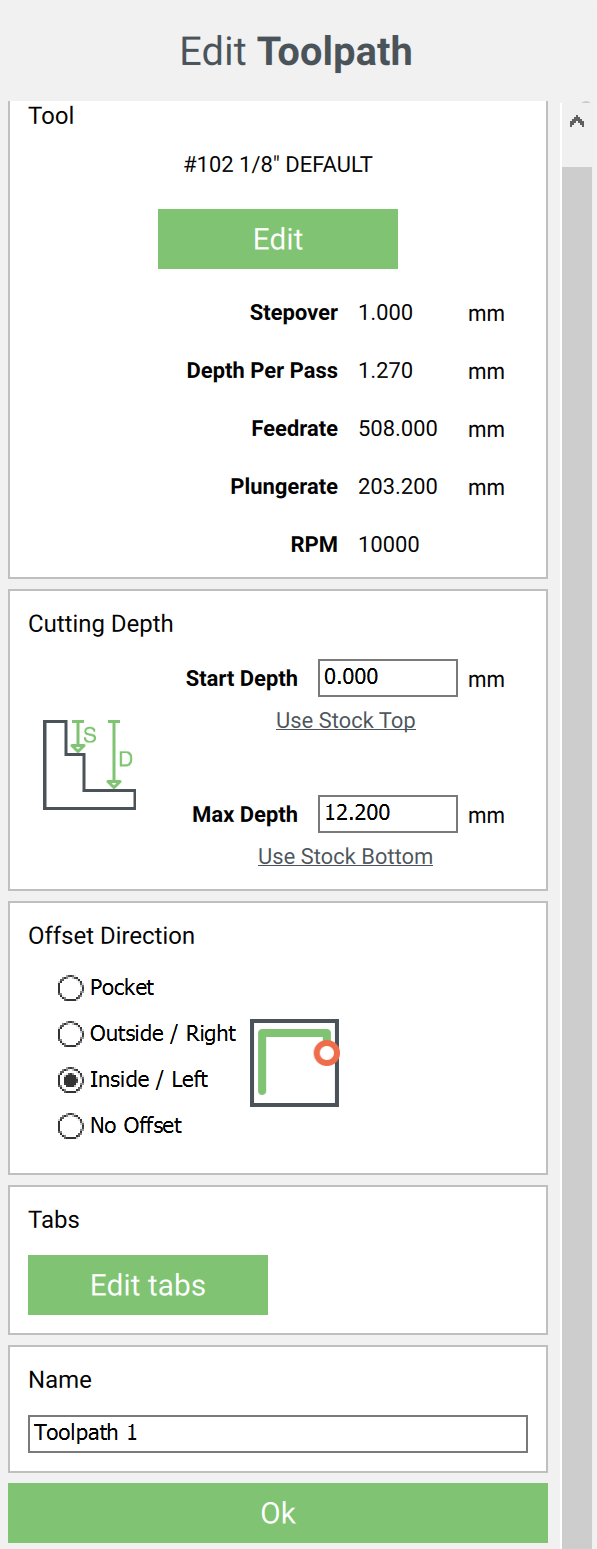
- 2.5 mm depth is ok but may make some fuzzies on the first pass
- feedrate of 550 mmpm
- plunge rate of 800 mmpm
- max depth of 14
- cut location on outside for the outer edge
- click edit tabs for the outline because this will go all the way through. Put 4 tabs at about evenly spaced locations around the perimeter by clicking
** tab length 10 mm
** tab height 3 mm
** click ok - name the toolpath for later so if needed it can be reordered easily

- Do all other tool paths
- once created, if not correct, right click and select delete or edit to change details of the path
- vcarve is between lines
- contour is fill
*reorder the tool path by mousing over and right clicking → move up or → move down


- Click Save GCODE button - name and save the file
- Click show simulation to show the cut order and movements
Looks like a lot of wasted movements in red… Would probably be best to do an outline on the inner edge of the hippo rather than a fill. - If using webcontrol, edit gcode with a text editor and remove the following lines at the start of the file because it failed with that line in there. Others are using carbide create, so there must be a way in the settings to not have this line generated.

- M6 T102
*save and then cut
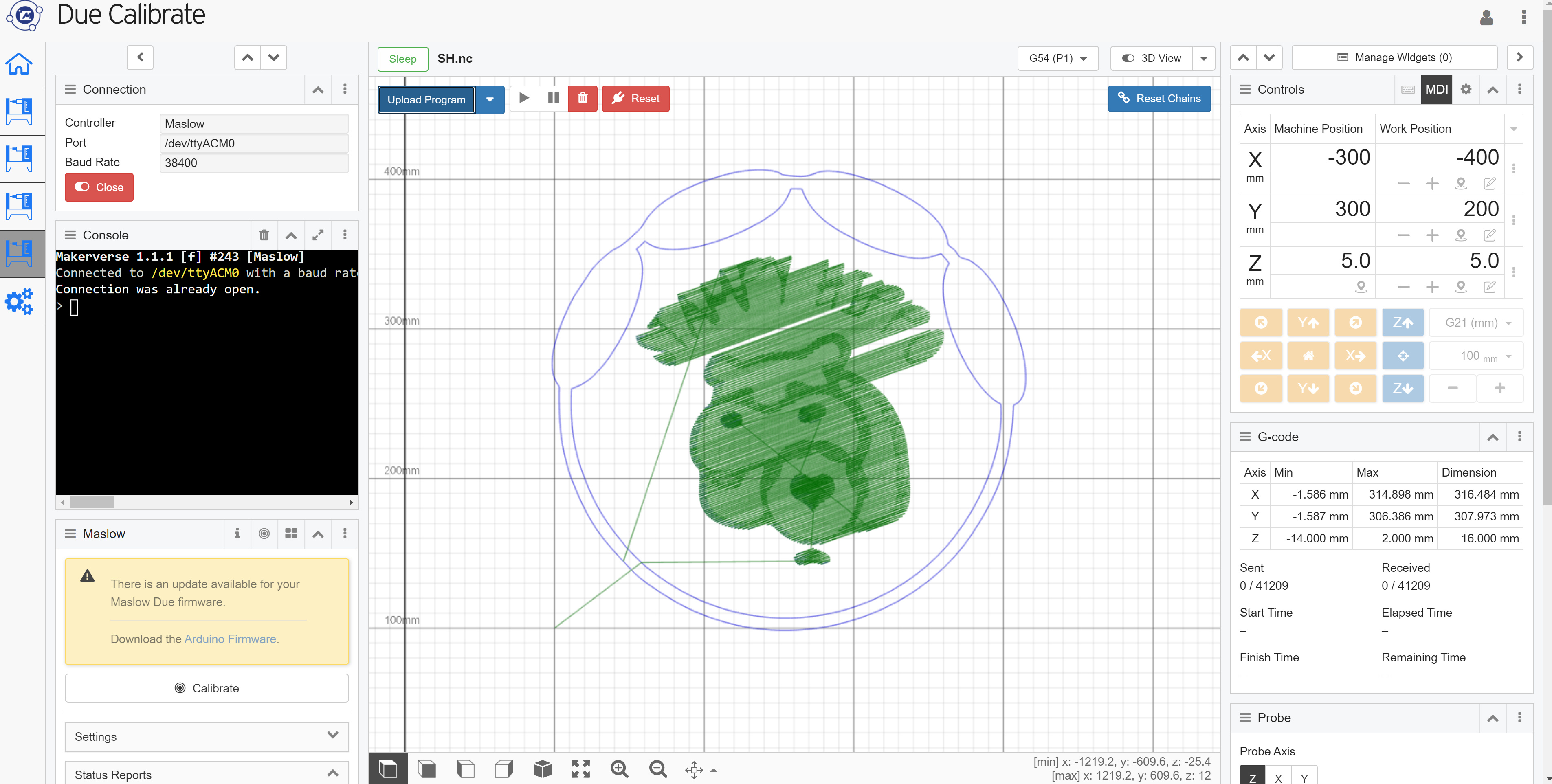
Webcontrol:
Makerverse: