I spent a good bit of time watching youtube videos in an attempt to figure out VisualCAMc…long story short it works, its not perfect, and if you mess up in process your basically have to start over…I am going to attach quite a few screen shots with explanation of what steps worked for me…just like all CAD, the more you do it, the easier it gets.

Above is a sample that I made with OnShape, note that there are 6 Parts.
So from hear if you do not have VisualCAMc loaded go to the App Store and get it.

Just go to the CAM section and scroll down to you see VisualCAMc

Once you have the App and your part is complete, go down the plus sign, click it and then go to Add Application

In the above picture, you will see that every element became a part, well to fix this we need to go back to OnShape and boolean the parts


Just select everything and then hit the boolean icon

note that there is one part now
Then Load VisualCAMc app

select your part and hit add (see below)

Now this is were the fun begins…you have to visualCAMc what you want to do, but first we have to set up a few things.
Basic task that must be done before we start:
Set up machine (I used the default 3axis)
Set up Post (This is basically your CNC)
Set up Tools
Set up Stock
Set up Work Zero
Then set up actions to process

Set up the Machine (3axis)

Set up the Post (I chose X-Carve because I saw a post some place that MaslowCNC used GRBL in some form, and it worked)

You have to setup Stock, this is basically given the machine an idea what material it has to remove

From trial and error, and one obscure YouTube video I have determined that you want to check Bottom SW under the Position.
Then you want to click the Copy Model Bounding Box (not sure why, but you don’t you will be repeating the above processes because the steps after require it.
Then hit Save

Next hit select the Work Zero Icon on the task bar

On this screen under TYPE, you want to select Set to Stock Box
Under Face, Select Highest Z
Under Position Select SW
Then hit save

Now, we have to give the machine some task to do…so from this point you need to think from center out on your project.
Since I have some receased circles, a rectangle, and some lettering, we need to select them…I found that either mouse button will work for windows…one youtube video suggested that the right works better…
From the Top of your work piece move your cursor to the item you want to select, note it turns red, click it and it will turn green…this is tedious, but you have more control now
Once everything is selected click the 2 1/2 Axis icon

Now select the Pocketing Icon

First thing to do is select tool, then click on the add tool icon

Here you can select what kind of endmill your are working with…I just changed this to Flat Mill
I also changed the tool diameter to 0.25
Then hit Save

Next we have to set up some Machine info
I didn’t take a picture of the preset values, but they all need to be changed.
MaslowCNC runs at 800mm/min which comes out to be about 31.49inches/min (I rounded down to 30
I selected CW, but in the end, it mills CW and CCW (I haven’t found a way to stop this)
I didn’t change the spindle speed

We need to tell the MaslowCNC to pick its endmill up while its moving
I chose Stock Max Z + 0.25"
Automatic works too
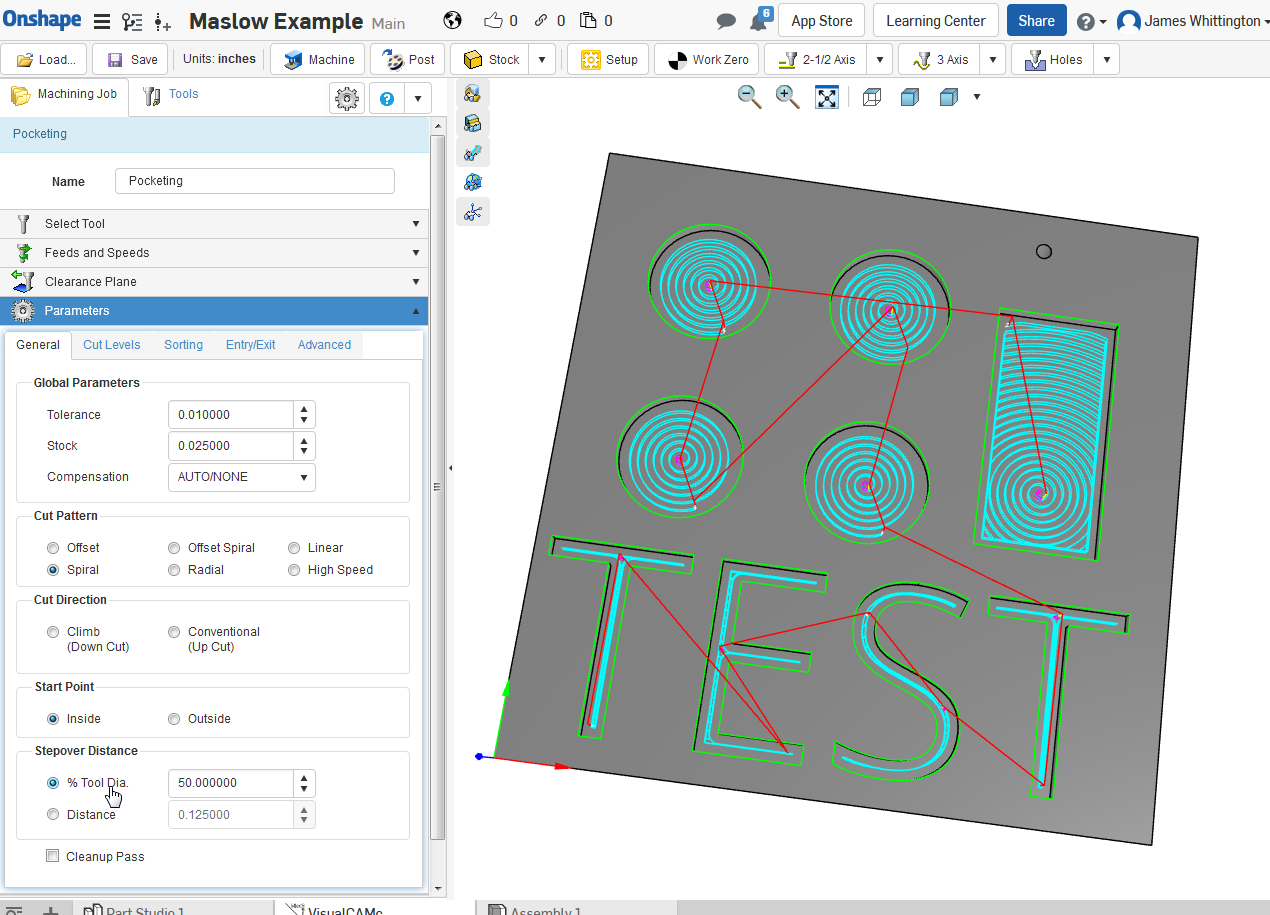
Now click the Parameters Section

This is the section that everyone is looking for!
I changed the cut patteron to Spiral, however you can run a test run and watch the end mill travel around your part to decide which you like
Since we are working on the interior part of our project, click the inside options
The next section is important…this tell the MaslowCNC how much to move over of the next cut…25% of 0.25EndMill is 0.0625inches…I have increased this to 40 and 50%…30 and 40% work better in my opinion
Now after you finish this, select the Cut Levels Tab at the top of this section

Click the At Top for Geometry
Next you have to tell Maslow how deep to cut, since my stock was 1inch and my cuts are 0.25…once you fill this in, it will add that value to everything…change the Rough Depth/Cut to 0.15 (this about 3.8mm per pass)
I select the use 3d Model to detect depth…not sure if this works for MaslowCNC, but it doesn’t cause any problems
Then Depth First

I didn’t mess with much here
just selected Path
Now, lets see if what we did works…select Generate Toolpath


I started not to include this picture, but as you can see the toolpath doesn’t follow all the letters…basically, you have to delete this whole process, go back to OnShape, fix the item and start the steps all over

Corrected model and with new toolpath…and I increased my step over distance percent on this one

85% here
To get back to basic setup, click the Isometric icon on the tool bar


Now, for the next step, we have to un-select everything we selected for the pocking step…

The above picture is of Isometric view and note that nothing is selected in green at this time…I am about click the outside of the part so we can cut it out.

Once selected clock on the Profiling Icon under the 2 1/2 axis icon
You will have to set the Tool, Feed and Speeds, and Clearance just as you did for the pocket operation

Under Parameters:
Cut Start Side:
Right or Left is ok
But you need to check the box Use Outside/Inside for Closed Curves
Then select outside

Under Cut Levels
Select At Top
Then enter your material depth
Then under Rough/Depth/Cut enter 0.15
Depth First
Then the last thing I do, it go to Advanced
under the Bridges/Tabs select what you would like here
I chose rectangle

Then click Generate

note the Tab on the profile of the part just below and between the E and S

you can simulate your cut if you like
Now we want to make our part…
Click the Pocketing icon first…then hold down the shift key and click on Profiling Operation, both will highlight…(I can’t remember, but I don’t think I clicked the Work Zero or not)
Then select right click and select Post Process

G-Code is ready for download
This worked for me…please pay attention to the travel speeds…
James